Виды предприятий
Содержание:
- 4 этапа создания производственного кооператива
- Характеристика участка
- Технологическое оборудование для литейного производства
- Составление бизнес-плана и поддержка государства
- Локальные особенности
- Примеры технологического оборудование литейных цехов
- Производственные кооперативы — госрегулирование, сущность, принципы и особенности функционирования
- Классификация предприятий
- Холодный цех
- Классификация промышленных предприятий
- Все отделения и банкоматы ПАО — Бинбанк
- Виды кузнечно-прессового оборудования
- Общая структура промышленного предприятия
- Кузнечно-прессовый цех
4 этапа создания производственного кооператива
- прибыль коммерческой организации создается собственным трудом ее участников;
- часть учредителей предоставляет денежные средства вместо участия в профессиональной деятельности ПК (не более 25% от общего числа граждан);
- финансовый ресурс формируется из: паевых взносов, дополнительного заработка физических лиц, имущества, принятого в дар;
- сроки и размер выплат устанавливаются нормативным документом;
- обязательное формирование паевого фонда, а также его неделимой разновидности. Последние предназначены для конкретной задачи;
- субсидиарная ответственность каждого учредителя – в случае неплатежеспособности кооператива, обязанности по погашению задолженности ложатся на плечи зарегистрированных граждан. Тут вы узнаете, в чем особенности субсидиарной ответственности учредителей ООО.
Законодательное регулирование
Распространена практика паевых взносов, но законодательством регулируется и трудовое участие членов кооператива. Ограничение на формирование вышеназванной структуры касается производства и сбыта товаров, запрещенных на уровне Правительственных инициатив.
Какие дополнения внесены Постановлением Правительства РФ от 01.12.2020 № 1459 в перечень регионов, участвующих в реализации пилотного проекта? Должен ли ФСС возместить пособия, выплаченные работодателем – участником пилотного проекта по решению суда? Возможны ли назначение и выплата пособия ФСС, если страхователь не представил больничный лист?
Характеристика участка
Современный кузнечный цех представляет собой совокупность нескольких участков. Сюда входят производственные и вспомогательные отделения, складские помещения, а также служебные и бытовые участки.
Если говорить о каждом в отдельности, то производственные отделения – это участки, где занимаются подготовкой детали, а также помещения, где размещаются ковочные молоты и прессы, штамповочные молоты и другое основное оборудование для работы. К вспомогательным участкам относятся мастерские, которые занимаются ремонтом основного оборудования. Сюда же входят энергетические установки, нагревательные, лаборатория, технический контроль за готовыми деталями и т. д.
На складах кузнечного цеха обычно хранят металл, заготовки, поковки, облой, запасные детали и т. д.
Технологическое оборудование для литейного производства
Любое оборудование технологическое для литейного производства в обязательном порядке должно отвечать установленным требованиям и нормам, которые прописаны в ГОСТе 10580-2006.
Следует отметить, что данная норма касается оснащения, нужного для выпуска деталей как из черных, так и цветных металлов и сплавов.
На рисунке представлен традиционный литейный цех.

Литейные установки и агрегаты имеют свою классификацию. Они разделяются на определенные группы в соответствии с действующим стандартом.
Это непосредственно оснащение для:
- подготовки материалов и создания смесей;
- литья в специальные формы – оболочковые;
- выпуска форм и стержней, а также их последующей выбивки;
- центробежного литья;
- обрубки и зачистки отливок;
- литья по моделям, которые выплавляются или выжигаются;
- отлива заготовок из чугуна постоянного и полунепрерывного цикла;
- плавки и заливки;
- литья в кокиль.
Каждая из этих групп, в свою очередь, содержит определенные типы оснащения, которые определяются непосредственно в зависимости от поставленной цели. Так или иначе, ко всем группам предъявляются специальные требования.
Составление бизнес-плана и поддержка государства
Распространенная ошибка при выборе того, какое конкретно производство можно открыть — неверное представление о бизнесе.
Еще до начала воплощения в жизнь можно определить риски и выработать предупреждающие меры. Бизнес-план поможет составить пошаговый алгоритм действий и определить время, требующееся на подготовку производства до момента старта.
Не следует пренебрегать и государственной поддержкой. Во многих отраслях производства, например, в сельском хозяйстве, можно получить государственную поддержку. Она может иметь форму:
- снижение ставки по кредитам;
- грантовая поддержка;
- компенсация затрат на приобретение оборудования;
- льготное налогообложение.
Для молодого предприятия эти меры поддержки могут оказать решающее значение и значительно упростить финансовое давление в сложный период становления.
Локальные особенности
Великое княжество Литовское
Основная статья: Цехи в Великом княжестве Литовском
В Великом княжестве Литовском первые цехи появились в XIV веке с утверждением в некоторых городах магдебургского права. Цехам на этих территориях предшествовали братства — объединения ремесленников, не имевшие письменных уставов. В XVI веке количество цехов заметно увеличилось. В целом в Великом княжестве Литовском цехи развивались по западноевропейским образцам, но при этом имели и некоторые особенности, как то: совмещение традиционных для этой местности норм ремесленных объединений с заимствованными нормами магдебургского права; преобладание смешанных цехов, объединявших ремесленников нескольких специальностей; отсутствие жёсткого конфессионального разделения.
Россия
Основная статья: Ремесленники (сословие)
В России времён Петра I для ремесленников были также введена система цехов по профессиям, просуществовавшая почти 200 лет. Каждый цех имел свою управу. Принадлежность к цеху бывала временной или постоянной («вечноцеховые»). От 3 до 5 лет ремесленник работал в учениках, затем получал звание подмастерья, для звания мастера надо было представить одобренный шедевр — «образец работы». Всеми цеховыми в городе ведала ремесленная управа (с 1852 года в малых городах цехи могли объединяться с подчинением ремесленной управе). С 1900 года правительство приступило к ликвидации цеховой системы, ставшей анахронизмом в новых капиталистических условиях.
Примеры технологического оборудование литейных цехов
С целью налаживания успешного процесса на литейном производстве, есть необходимость в модернизации оснастки предприятия.
Только современное технологическое оборудование для литейных цехов может гарантировать результативность и экономичность выполнения этапов изготовления.
На предприятиях литейных цехов традиционно устанавливается оборудование 2 типов: общего назначения, а также узкопрофильные технологические агрегаты. Последние необходимы для реализации литейного процесса.
К узкопрофильному типу относятся такие установки:
- плавильные печи;
- литейные агрегаты;
- заливочные приборы, механизмы и манипуляторы, а также датчики, предназначенные для производства отливок;
- ковши;
- литейные автоматы, установки и комплексы.
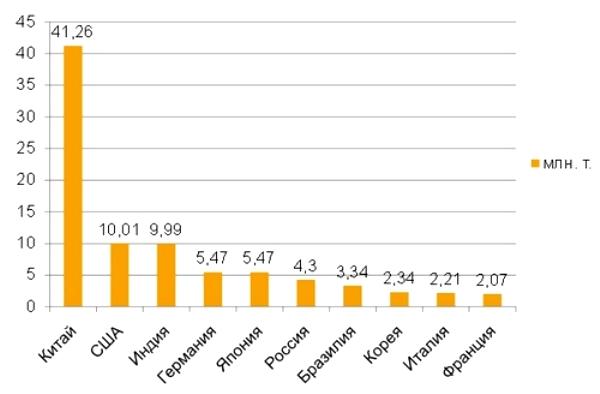
Объемы выпуска отливок по странам приведены на графике ниже:
Современная оснастка на порядок превосходит образцы, применяемые в недалеком прошлом.
Сегодня преобладают устройства с программным обеспечением (ПО), приборы механизированного типа, а также автоматизированные системы, которые выполняют производственный процесс посредством внедрения высокоточных технологий.
Говоря об основных типах литейного оборудования, одно из главных мест занимают плавильные печи. Такие установки изготавливаются из стали с высоким показателем прочности, также используются теплоизоляторы и огнеупорные материалы с повышенным показателем выносливости.
Установки различаются по способу литья, бывают:
- индукционные;
- электродуговые;
- газовые;
- муфельные.
Устройства индукционного типа отличаются способностью к быстрому переходу от одного состава к иному. Удобство в обслуживании и эргономичность – основные преимущества. В такой печи могут регулироваться до нужного градуса показатели давления и атмосфера внутри.
Электрические дуговые печи вмещают от 500ц до 400т металла. В условиях плавки осуществляются технологические процессы покачивания и перемешивания материала. Такое оснащение применяется для получения жаростойкой, инструментальной, конструкционной стали углеродистого и легированного типа.
Производственные кооперативы — госрегулирование, сущность, принципы и особенности функционирования
- добровольного становления членами и свободного выхода, обуславливающий равенство вступающих вне зависимости от размера их финансовых вложений и других критериев и являющийся, по сути, регулятором складывающихся между настоящими и будущими участниками кооперации взаимоотношений;
- открытости и доступности для признающих устав объединения и желающих участвовать в его деятельности на оговоренных условиях – продолжение предыдущего принципа;
- персонализированного трудового участия каждого члена в функционировании кооператива – обуславливает справедливое распределение заработанной прибыли между участниками согласно их трудовому участию;
- демократичность руководства объединения, равноправие участников в процессе принятия решений – обуславливается наличием у каждого члена права голоса и возможности выражать свое мнение по рассматриваемым вопросам;
- контроль со стороны членов кооператива хода его работы в порядке, определенном уставом – позволяет всем участникам артели следить за выполнением поставленных при создании объединения целей.
Учредительная документация артели
Участник артели может передать пай целиком или частично иному члену либо стороннему лицо. Второе позволяется только с согласия артели и после того, как остальные участники проигнорировали возможность его выкупить. Передача пая обуславливает аннулирование членства в артели, а его приобретение гражданином – автоматическое участие.
В итоге, в случае применения на практике такой организационно-правовой формы как производственный кооператив, можно получить явно заметный эффект снижения налоговой нагрузки (есть возможность перехода с ОСН на УСН при любой численности членов ПК), а также размер перечисляемых страховых взносов, увеличив при этом размер выплат членам ПК на руки и дополнительно получив действенный способ мотивирования всех членов ПК к развитию производства и увеличению его прибыльности.
Члены кооператива, не заключившие трудовой договор с кооперативом, но принимающие трудовое участие в деятельности кооператива (ведь именно с этой целью они и объединились в кооператив), не учитываются при определении средней списочной численности работников кооператива (пп. «з» п.80 Приказа Росстата от 26.10.2020 N 498 «Об утверждении Указаний по заполнению форм федерального статистического наблюдения. »).
О возможностях налоговой экономии в ПК: риски и меры их снижения
Производственный кооператив (далее по тексту — ПК) достаточно часто упоминают как эффективную модель налоговой оптимизации, особенно в части уплаты страховых взносов. Производственный кооператив действительно дает в этом плане ряд возможностей, однако не так много, как об этом заявляют некоторые «налоговые Копперфильды». И, как это обычно бывает, для реализации этих возможностей на практике потребуется уделить много внимания специфике бизнеса и особенностям производственного кооператива как юридической конструкции.
Из определения вытекает следующее: что граждане объединяются по добровольному согласию друг с другом. И каждый член кооператива несет субсидиарную ответственность, что значит — каждый участник выступает своего рода гарантом участников всего кооператива.
Классификация предприятий
Для целей систематизации различного типа предприятий выделяют следующие факторы, в соответствии с которыми предприятия подразделяются на группы:
- форма собственности;
- отраслевая принадлежность;
- организационно-правовая форма;
- размер предприятия;
- используемые ресурсы;
- местоположение;
- национальная принадлежность собственников предприятия.
- Производственная структура
По форме собственности различают предприятия, находящиеся в:
- государственной собственности;
- муниципальной собственности;
- частной собственности;
- собственности общественных организаций;
- иной форме собственности (смешанная собственность, собственность иностранных лиц, лиц без гражданства)
По масштабу предприятия разделяют на малые, средние и крупные. Классификационными факторами, определяющими отношение предприятия к малому, среднему или крупному, являются: количество работников, годовой оборот, размер основного капитала, количество рабочих мест, затраты на оплату труда, использование исходных материалов.
По организационно-правовой форме предприятия делятся на индивидуальные, партнёрства (хозяйственные товарищества и общества), корпорации (акционерные общества, госкорпорации).
По цели деятельности предприятия могут подразделяться на коммерческие и некоммерческие.
По отраслевой принадлежности предприятия подразделяются на:
- промышленные предприятия, которые осуществляют производство товаров различного назначения;
- торговые предприятия, которые сами не производят товары, но выполняют дистрибьюторские функции;
- транспортные предприятия, которые занимаются перевозками с использованием различных транспортных средств;
- предприятия в сфере услуг, оказывающие различные услуги, например, гостиницы, консалтинговые фирмы и другие
- предприятия сферы финансовых услуг:
- банки, которые собирают финансовые средства, предоставляют кредиты и оказывают другие виды финансовых услуг;
- страховые организации, которые осуществляют страхование от различных видов рисков.
Холодный цех
Сделанные полуфабрикаты, гарниры и холодные соусы хранятся при низких температурах в холодильном шкафу. Это позволяет быстро приготовить закуску непосредственно перед подачей. Готовые закуски и холодные блюда размещаются на блюдах, в салатниках, вазах, противнях и устанавливаются на полках стеллажей или в холодильном шкафу. По мере надобности готовые блюда и закуски передаются в торговый зал потребителям.
Для нормальной работы цеха требуются отдельные столы с металлическими крышками для обработки сырых и вареных продуктов; разделочные доски (отдельные для сырых и вареных продуктов); на этих досках делается одна из следующих маркировок: СО, ВО (сырые и вареные овощи), СМ, ВМ (сырое и вареное мясо), СР, ВР (сырая и вареная рыба); мясорубка для вареного мяса, овощерезка для нарезки картофеля и овощей, ветчинорезка, яйцерезка, приспособление для деления масла на порции. Для проверки веса каждой порции продуктов применяются циферблатные весы.
Повара холодного цеха снабжаются полным комплектом поварских и гастрономических ножей для нарезания продуктов.
Классификация промышленных предприятий
Предприятия можно классифицировать по нескольким признакам.
По назначению выпускаемой продукции выделяют промышленные предприятия, специализирующиеся на выпуске (1) средств производства или (2) предметов потребления.
Фото 4. Предприятия, относящиеся к тяжелой промышленности, структурно отличаются от предприятий легкой или пищевой промышленности
Классификация по особенностям применяемой технологии предполагает разделение на промышленные предприятия с (1) непрерывным производственным циклом и (2) дискретным производственным циклом.
Выделяют также (1) мелкие (в том числе – микропредприятия), (2) средние и (3) крупные промышленные предприятия (в основе деления – среднесписочная численность работников).
По типу специализации выделяют (1) специализированные, (2) с разнообразным ассортиментом и (3) комбинированные по специализации промышленные предприятия.
Выделяют также промышленные предприятия с (1) единичным, (2) серийным, (3) массовым и/или (4) опытным процессом производства.
Группировка промышленных предприятий по формам собственности подразумевает выделение (1) частных, (2) коллективных, (3) государственных, (4) муниципальных предприятий.
В зависимости от степени участия в деятельности промышленного предприятия иностранного капитала в предпринимательской среде принято выделять (1) иностранные (уставный фонд целиком сформирован иностранным инвестором) или (2) совместные промышленные предприятия (частичное формирование уставного фонда за счет иностранных капиталовложений).
Все отделения и банкоматы ПАО — Бинбанк
Отдельная тема — схемы, связанные с жильем. Во-первых, строительство жилья на основе образования кооператива строителей и будущих хозяев — в этом случае можно существенно сократить стоимость строительства. Во-вторых, модель потребительского общества позволит обойти многие проблемные вопросы реформы ЖКХ. Например, ни в одну другую форму нельзя объединить коллективного пользователя коммунальных услуг уже существующего дома, где есть и собственники, и съемщики неприватизированных квартир, и арендаторы помещений нижних этажей — юридические и физические лица. Поэтому от мирового опыта не уйти: потребители должны объединяться не только для того, чтобы легально снижать свои расходы, но и для того, чтобы экономические конструкции как в бизнесе, так и в повседневной жизни работали эффективно.
Производственный кооператив в россии 2020 примеры
Второе положение — возможность «новации», реструктуризации обязательств (ст. 414 ГК РФ), в данном случае обязательств потребительского общества как юридического лица. Его участник (пайщик) может, не выходя из общества, вернуть часть своего паевого взноса путем присвоения взносов других пайщиков, разумеется, равных в сумме по стоимости.
- данные личностных удостоверений и СНИЛС членов – физлиц;
- сведения из ЕГРЮЛ – для юрлиц, ксерокопии их учредительной документации;
- структуру исполнительного органа артели;
- название открываемого кооператива;
- варианты деятельности;
- финансовые сведения (прежде всего, о паевом фонде);
- данные о системе налогообложения;
- сведения о местонахождении.
Виды кузнечно-прессового оборудования
Выделяют 5 основных групп кузнечно-прессового оборудования:
Молоты ковочно-штамповочного типа
Это ударные машины, имеющие собственную энергию ударных воздействий. Особенностями каждой модели являются: различная масса обработанного метала в одной штамповке, величина пространства под нее, размах подвижной части оборудования. Данные показатели важны, так как изделие в нагретом состоянии может менять объем и форму. Основные изменения и деформации достигаются под действием энергии молота.
Оборудование этой группы довольно просто в устройстве. Оно может быть только подъемного действия или двойного – подъемно-разгонного.
При втором типе устройства скорость механизма повышается при ударе до величины более 20 м/с. Также молоты классифицируют как гидровинтовые и просто винтовые. Данная характеристика зависит от жесткости привода машины.
Винтовые применяются для коррекции готовых изделий, обработки горячих объемных деталей, холодного штампования и гибки. Винт своим вращением заставляет перемещаться подвижные части машины.
Гидровинтовое устройство работает с участием жидкости под давлением, которое обеспечивается специальным насосом.
Как правило, насос имеет отдельный электропривод. Действие рабочей жидкости увеличивает силу деформации металла. Обычно такое устройство характерно для прессовальных машин, так как скорость ударной части не превышает 2 м/с.
Различают также 1-стоечные и 2-стоечные молоты. Определяет конструкцию устройства и тип привода. Он может быть паровой и паровоздушный, то есть приводиться в движение паром под давлением и сжатым воздухом.
Другой тип – пневматический. Он работает только на давлении сжатого воздуха. Газовые приводы зависят от жидкого азота, а фрикционные создают давление за счет постоянного движения и нагнетания давления воздуха силой трения примерно как насос, только воздух никуда не выходит, а двигает прессовую часть машины.
Ковочные прессы и гидравлические штампующие пресс-машины
Это аппараты, в которых скорость воздействия на заготовку может меняться в зависимости от этапа рабочего процесса. Давление пресса зависит от сопротивления материала заготовки. Ковочный пресс воздействует медленнее, чем штамповочный пресс. По свойствам конструкции различают рамный и колонный прессы. Характеристики определяются также скоростью хода, усилием и давлением жидкости в системе. Модели могут содержать 1-3 ползуна прижимного действия (основной, нижний и верхний, дополнительный).
Машины кривошипного типа
Главная энергетическая сила конструкции – кривошипно-шатунный механизм. Аппараты могут быть чеканные с разной калибровкой, листоштамповочные, ковочные, обрезные, горячештамповочные. По особенностям устройства различают также одно- и двухстоечные, вертикальные, горизонтальные, закрытые и открытые.
Главными оценочными параметрами работы служат ход пресса, размер пространства для заготовки штампования, количество ходов в минуту, усилие пресса. В данную группу можно включить также прессы эксцентрикового типа.
Штамповочный пресс импульсный
Автоматические аппараты, которые имеют устройства подачи заготовки, снятия ее с рабочего поля, перемещения в рабочем пространстве. Различают пневматические (воздушные) прессы, гидравлические и вакуумные. Параметры изменения скорости движения хода нежесткие с учетом небольшого промежутка времени.
Ротационные прессы
Машины этого типа имеют стойкую зависимость от скорости вращения рабочей части. Это могут быть вальцы, ковочные ротационные станки, гибочно-вальцовые машины, роликовые прессы, ножницы многодисковые. Вальцы для ковки считаются высокопроизводительным оборудованием. Они могут иметь формы для штамповки секторально.
Вальцы вращаются в разные стороны, а в зазор подается изделие для обработки, форму которого необходимо изменить.
Ковочные аппараты имеют определенную задачу – уменьшить толщину заготовки, причем как в холодном, так и в горячем состоянии.
Обычно на ротационных прессах обрабатывают заготовки профильных труб.Обжатие осуществляется попеременно сходящимися бойками.
Ножницы предназначены для простой и фигурной резки при двух рабочих дисках. Если это многодисковые машины, то, как правило, они работают только с простой прямой продольной резкой листовых заготовок.
Аппараты для гибки и исправления деформации работают при помощи валков и роликов, воздействуя на профильные и листовые заготовки.
Современные виды кузнечно-прессового оборудования представлены на ежегодной выставке «Металлообработка».
Выбор качественных станков для изготовления ключейХимико-термическая обработка металловХимическая обработка металла
Общая структура промышленного предприятия
Структура объединяет отдельные элементы в систему со связями — единый хозяйственный объект. Производственные и промышленные предприятия характеризуются структурой, в которую входят:
- сугубо производственные подразделения;
- службы хозяйства;
- управленческие подразделения;
- обслуживание, в том числе жилье, больницы.
Требования к общей структуре:
- рациональность, влияющая на финансовые показатели;
- качество,
- производительность,
- эффективность.
Подразделения состоят из цехов и лабораторий. Имеется единое руководство, коллектив, учет и планирование развития.
Фото 5. Для промышленных предприятий характерны взлеты и падения, зависящие от рыночной конъюнктуры и востребованности производимой продукции
Общее вспомогательное хозяйство объединяет предприятие в единое целое на его территории. Ограждение промышленных предприятий — залог сохранности продукции и имущества.
Рассказ о промышленном предприятии в плане его общей структуры включает описание взаимодействия между ее частями. Учитываются размеры площадей, численность работающих, мощность.
Склады промышленных предприятий решают следующие задачи:
- транспортно-складские работы;
- прием грузов, их обработка и сортировка;
- хранение;
- контроль и учет;
- обеспечение производства материалами и комплектующими;
- выдача отгрузочной документации.
Теплоснабжение промышленных предприятий связано со всеми другими звеньями, подразделениями, выполняя функцию обогрева.
Кузнечно-прессовый цех
Общеобменной вентиляцией кузнечно-прессового цеха в атмосферу выбрасываются оксиды углерода и азота, диоксид серы.
Бытовые помещения кузнечно-прессового цеха должны относиться к группе II б производственных процессов по приложению 7 к указанным санитарным нормам.
Бытовые помещения кузнечно-прессового цеха должны относиться к группе 116 производственных процессов по приложению 7 к указанным санитарным нормам.
Общеобменная вентиляция кузнечно-прессового цеха выбрасывает в атмосферу оксиды углерода и азота, диоксид серы. От пролетов с молотами выбросы оксида углерода на 1 т мазута составляют 7 кг, диоксида серы — 5 2; от пролетов с прессами и ковочными машинами — 3 и 2 2 кг.
Общеобменная вентиляция кузнечно-прессового цеха выбрасывает в атмосферу оксиды углерода и азота, диоксид серы.
|
Зависимость значений. |
Для большинства прокатных и кузнечно-прессовых цехов основными сравниваемыми способами нагрева являются пламенный, пламенно-индукционный и индукционный.
Запретить строительство мелких литейных и кузнечно-прессовых цехов на машиностроительных заводах, расположенных в районах, где имеются или строятся специализированные литейные и кузнечно-прессовые заводы и цехи.
Применяемые в кузнечно-прессовых цехах и участках материалы ( вещества) должны соответствовать стандартам и техническим уровням.
В мелких слабо специализированных кузнечно-прессовых цехах, выпускающих около 40 % общего производства поковок в стране, основным методом их изготовления является малоэффективная свободная ковка с большими припусками на механическую обработку деталей. В специализированном кузнечно-штамповочном производстве удельный вес металлодавящего оборудования в общем составе станочного парка почти в 2 раза превышает долю этого оборудования в кузнечно-прессовых цехах машиностроительных заводов.
Даже в крупных кузнечно-прессовых цехах автомобильных и тракторных заводов участки зачастую создаются по типам оборудования, что характерно для производственной структуры универсальных цехов. В их составе есть самые разнообразные отделения: резки металла, штамповки и ковки, очистки и термообработки. Создать здесь поточные линии чрезвычайно трудно.
Анализу были подвергнуты механические и кузнечно-прессовые цехи, выпускающие изделия как основного производства, так и товары народного потребления. Из табл. 1 видно, что в одну группу вошло от нескольких единиц до нескольких десятков наименований деталей, изготовляющихся по действующей технологии в двух-четырех различных цехах. При этом некоторые фланцы, бурты и кольца ( прошитые из поковок) изготовлялись на универсальных токарно-винторезных станках и при первом рассмотрении не включались в объекты роботизации. Тяжелые кольца ( в таблицу не вошли) были включены в объекты роботизации после получения ПР соответствующей грузоподъемности. Для накопления опыта внедрения ПР в качестве объектов для первых РТК удобно брать, например, резьбовые шпильки и детали товаров народного потребления, которые выпускаются на каждом предприятии, характеризуются крупносерийным производством и имеют устойчивую программу. При создании РТК для товаров народного потребления можно широко использовать известные типовые решения.
|
Удельные капитальные вложения на единицу мощности в руб. |
Показатели составлены для кузнечно-прессовых цехов с учетом затрат на строительство обслуживающих их вспомогательных цехов и общезаводских служб.
Очистку сточных вод кузнечно-прессовых цехов проводят в отстойниках и маслоуловителях. Для очистки сточных вод от масла предусматривают устройство отстойника периодического действия. В отстойнике перемешивают очищаемую воду с молотой известью или известковым молоком. Перемешивание рекомендуется производить барботированным сжатым воздухом. Продолжительность отстаивания не менее 30 мин.