Выгодное производство кирпича с помощью мобильного мини-завода
Содержание:
- Сколько понадобится денег — расходы и окупаемость
- Производство керамического кирпича
- Насколько рентабельным может быть производство кирпича из керамики?
- Технология изготовления кирпича в домашних условиях
- Лучшие производители
- Производство керамического кирпича
- Виды
- Вибропресс для производства кирпича
- Что собой представляет силикатный кирпич и каковы его особенности производства
- Типы обжига
- Методы изготовления
- Сушка кирпича
Сколько понадобится денег — расходы и окупаемость
Кустарное производство стоит дёшево. Маленький пресс для формирования продают за 20 000 – 30 000 руб., но достичь его мощностями выпуска серьёзных партий товара не получится. Особенно при использовании ручного пресса. Да и качество изделий не сравнится, например, с обожженной керамикой.
Если в планах открытие завода на 20-60 млн шт./год и больше, его оснащение потребует сотен миллионов рублей инвестиций. Окупаемость такого предприятия более 7 лет. Но если такие деньги уже пылятся под подушкой, кирпичный завод станет хорошим инвестиционным проектом.
Новая производственная линия мини завода для выпуска керамических изделий обойдётся не менее чем в 2,5 млн руб. Запуск цеха с таким оборудованием — в 3,7 млн руб.
Рентабельность производства среднего масштаба составит 24-27%. Сбыт в первый год достигает 50% от общей мощности предприятия. На полную загрузку такие цеха выходят ко 2-3 году работы, а полной окупаемости достигают через 3-4 года работы.
Производство керамического кирпича
Оборудование для выпуска кирпича из глины пластичным или полусухим методами должно включать в себя следующие обязательные узлы и помещения:
-
Сырьевой склад, где глина предварительно «вылёживается» до нужной степени влажности. Здесь же возможно добавление бутирующего материала, песка или битого кирпича, в количестве не более 30%. Такие добавки позволяют сырцу легче держать форму и снижают деформацию при температурной обработке.
-
Узел измельчения и перемешивания сырья может включать в себя несколько аппаратов для поэтапного фильтрования, дробления и создания однородной массы. Для пластичного метода добавляют установки обработки глины водяным паром.
-
Формированием сырцовых изделий занимаются устройства на основе вакуумных или гидравлических прессов. Эти аппараты выдают полосу для нарезки, из которой уже и формируется кирпич-сырец. Компактные гаражные и самодельные варианты могут формировать готовые штучные изделия без необходимости разрезания, но скорость работы таких установок крайне мала.
-
Печи для сушки сырца и его обжига производят двух типов: камерные и туннельные. Второй вариант требует основательной постройки, зато позволяет потоковое безостановочное производство. Полусухой метод формования сырца позволяет сэкономить время просушки. Стандартная температура обжига керамических блоков составляет 1000 °С.
-
Склад готовой продукции, куда поступают обожжённые кирпичи для хранения и реализации.
-
Узлы транспортировки между установками разной степени механизации труда, от ручного до конвейерного типа.
Насколько рентабельным может быть производство кирпича из керамики?
Рентабельность производства зависит от многих фактов. Условия успешного ведения такого бизнеса будут разными для мелких предпринимателей и крупных производств. Мы же рассмотрим усредненный вариант.
Какова будет прибыль?
Что повлияет на рентабельность:
- Разумеется, в первую очередь стоит сказать о вложениях. Чем они больше, тем больше и риски, но, одновременно с этим, при следовании бизнес-плану, возрастают и шансы, и скорость получения прибыли.
- Стоимость сырья повлияет на себестоимость продукции и, как следствие, на розничную цену, что не может не сказаться на скорости продаж.
- Покупательская способность в регионе – также немаловажный фактор.
- Влияние окажут расходы на хозяйственные нужды, размеры отчислений в различные фонды;
- Размер налогов;
- Количество сотрудников;
- Количество бракованных изделий;
- Качество рекламной кампании и многое другое.
Рост динамики по производству кирпича керамического
То есть, точные расчеты произвести не представляется возможным в случае, когда неизвестны все условия ведения бизнеса.
Как правило, при оптимистическом варианте развития событий, производство может окупиться примерно за полгода. При пессимистическом – за 1,5 – 2. Но всегда лучше ориентироваться на золотую середину во избежание разочарований.
Даже имея четкий бизнес план, полностью защитить себя от рисков никто не сможет. А они, в свою очередь, сулят дополнительные расходы.
Основные отличия самоизготовленных изделий от заводских
Основные различия сводятся к следующему:
- Изделия, выпущенные в домашних условиях, никем не контролируются. То есть, проверить их прочность и плотность, например, не так просто. Разумеется, проверку осуществить можно, но стоимость ее достаточно высока, что снизит, а то и вовсе исключит экономию.
- Материал с хорошей геометрией в домашних условиях получить сложно. То же стоит сказать и об отклонениях изделий от номинальных размеров.
- Внешние характеристики также будут значительно уступать изделиям, произведенным на заводе.
- Единственным преимуществом кустарного изготовления является цена. Как правило, многим удается снизить стоимость строительства за счет удешевления материала.
- При этом трудозатраты могут стать колоссальными, да и время строительства значительно увеличится.
Внешний вид изделия, произведенного в домашних условиях
Вышеуказанное однозначно говорит о преимуществе покупки готовых изделий. Однако, если решающим для вас является цена, либо просто желание попробовать себя в качестве производителя, то вы вполне можете отдать предпочтение домашнему выпуску.
Технология изготовления кирпича в домашних условиях
Технология изготовления кирпича в домашних условиях состоит из следующих этапов:
- Приготовление нужно состава сырца.
- Формовка заготовок в станке.
- Просушка и обжиг заготовок-сырца.
- Складирование и хранение готовой продукции.
Как приготовить сырье было описано в «материале для изготовления кирпича». Что касается практического решения, то оно будет зависеть от предполагаемых объемов выпуска, из которого будет определяться емкость для перемешивания, наличие транспорта для доставки глины, песка и воды, количество рабочих, занятых в этом процессе.

Схема производства кирпича на дому
Формовка заготовок-сырца хорошо показана на прилагаемом видео так что «воду лить» нет смысла. А вот на просушке и обжиге стоить остановится. Просушка является очень ответственным этапом в технологии изготовления кирпича в домашних условиях. Главное, нужно соблюдать чтобы влага из заготовок испарялась равномерно как изнутри кирпича, так и из его поверхности. Неправильное соблюдения процесса просушки приводит к короблению и растрескиванию материала. Сразу может и не получится, однако с течением времени появится определенный опыт в этом вопросе и все будет хорошо.
Просушка происходит в специальном крытом помещении или если позволяют погодные условия – на открытом воздухе и в зависимости от погоды время на это уходит от 10 до 20 суток. Кирпич-сырец ложится рядами друг на друга, но перед этим нижний ряд посыпается опилками. Сразу все помещение в сарае не следует закладывать заготовками: по мере высыхания нижних рядов укладывается следующий. Для определения готовности материала для обжига берут образец из середины ряда и разламывают его пополам: если внутри нет темного пятна, который указывает на сырость, сырец считается пригодным для обжига.
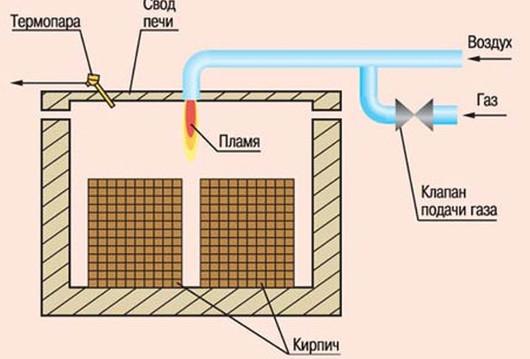
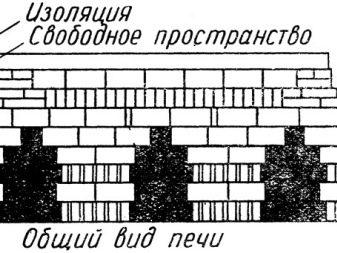
Схема печи для обжига кирпича газом
Обжиг происходит в смонтированных вами печах и не представляет особых трудностей и зависит от начальной температуры, конечной температуры, длительности обжига, времени охлаждения и от качества обжига. Резко температуру поднимать нельзя так, как количество пара, которое сразу начнет выделяться может разорвать заготовки поэтому некоторое время отводится для досушки сырца при температуре + 150 ºС
В процессе обжига не забудьте уделить внимание правилам пожаробезопасности, то есть обязательное наличие рядом пожарного щита, огнетушителей и баков с водой
Складирование и хранение готовой продукции
Складирование и хранение готовой продукции не менее важный этап в изготовлении домашнего кирпича
Важно чтобы место где будет храниться кирпич было защищено от воздействия погодных условий. Кто-то может возразить: ведь это керамический кирпич и ему все нипочем, но не стоит забывать о товарном виде вашей продукции, на которую обращают покупатели
И еще, позаботьтесь о состоянии подъездных дорог так как для вывоза кирпича используются как минимум грузовички, которые разобьют вам все не оборудованные пути за короткий промежуток времени.
Лучшие производители
Выпуском керамических кирпичей в России занимается множество предприятий, однако некоторые из них хочется выделить отдельно.
Керамический завод из г. Голицыно является мощнейшим предприятием по производству кирпичей в нашей стране, он производит порядка 120 миллионов единиц в год. Специалистами завода налажен тщательный контроль за качеством изделий, осуществляемый на каждом из этапов изготовления. Это позволяет отслеживать и своевременно удалять бракованные экземпляры и поставлять на рынок только качественные материалы. Производство продукции осуществляется на новейшем зарубежном оборудовании с использованием последних разработок и современных технологий. Ассортимент компании представлен большим количеством полнотелого и пустотелого камня, а также множеством разновидностей облицовочного кирпича.

Предприятие «Славянский кирпич» обладает мощной производственной базой и выпускает до 140 млн штук в год. Компания осуществляет свою деятельность на протяжении 20 лет, за время которых накопило огромный опыт в производстве стройматериалов и вышло на европейский уровень. Предприятие было построено по проекту компании Hans Lingl из Германии и на сегодняшний день является наиболее современным кирпичным заводом на территории России. С производственного конвейера предприятия сходит большое количество разнообразных видов керамического камня, включая как обыкновенные красные блоки, так и облицовочные декоративные модели.
Продукция «Новокубанского завода керамических стеновых материалов» тоже хорошо известна на территории нашей страны. Предприятие имеет свою сырьевую базу и контролирует качество своей продукции, начиная с заготовки сырья. Годовая производительность компании составляет 70 млн штук в год.
Объединение «Стеновые материалы» включает в себя несколько предприятий, находящихся в Московской и Ленинградской областях, суммарная производительность которых достигает 450 000 000 штук в год. На сегодняшний день компания предлагает наиболее широкий ассортимент керамических стройматериалов в России и является одним из лидеров по выпуску керамического камня на постсоветском пространстве.

Производство керамического кирпича
 Керамический кирпич
Керамический кирпич
Из пластической смеси формируется брус. Пресс пластического формования или экструдер, предназначен для формования керамических кирпичей и камней способом обычной и полужесткой экструзии.
Для изготовления можно использовать различный глинистый материал, например, глину, суглинку, сланцы, который отвечает всем технологическим требованиям производственного процесса.
В нынешнее время, на рынке существуют безвакуумные и вакуумные прессы. В них используется пневматическая муфта. Они защищают мотор от перегрузки, особенно в режиме «стоп-пуск». Это способствует максимальному сроку использования техники. Разрешается, при включенном электродвигателе, плавно выключить и включить смесительный и шнековый вал, что позволит избежать большого пускового момента при запуске мотора. Усовершенствованные узлы подвода кислорода к пневмомуфте позволит повысить уровень защиты пневмосистемы от утечки кислорода.
 Линия для производства керамического кирпича
Линия для производства керамического кирпича
Сформированный брус разрезают при помощи автомата для нарезки на отдельные продукты. В результате получают кирпич-сырец, который необходимо уложить на деревянный поддон и направить в сушильные камеры для сушки. Линия производства керамического кирпича насчитывает небольшое количество вспомогательного оборудования, которое гарантирует производство качественного продукта.
 Двухступенчатый вакуумный экструдер
Двухступенчатый вакуумный экструдер
Двухступенчатый вакуумный экструдер предназначен для производства всех типов пустотелых кирпичей из сланца, каменного угля, глины и угольного. Валы спиральных развёрток изготовлены с примесью антифрикционного напыления. Экструдер имеет отличную конструкцию из качественной стали. Он прочен, эффективен, используется при разных условиях, а также легок в технологическом обслуживании. Более того, экструдер оснащен разверткой из прочных материалов, которые защищены при помощи элемента безопасности. Развертка гарантирует эффективность прессования и очень высокое давление. Зубчатое колесо редуктора является очень прочным, учитывая применяемый материал. Эксплуатация устройства спиральных прижимных сцеплений также может гарантировать длительный срок использования оборудования. Установка в этом оборудовании предназначена для отрезания глинистой полосы на секции. Далее, заготовка подается на резак для необожженного кирпича, использующего для нарезки на блоки равной длины.
 Линия для резки готового керамического кирпича
Линия для резки готового керамического кирпича
Автомат для резки кирпича-сырца используется, чтобы отрезать глинистую полосу на секции от экструдера, что согласно необходимыми стандартами длины. Чтобы отвечать разным стандартам рецептуры производства, насчитывают 2 типа оборудования:
— с вертикальной продольной резкой;
— с дугообразной продольной резкой.
- вертикальное отрезание;
- маленький остаток;
- высокая эффективность.
Автомат для резки шламовой полосы необходим для переработки материала в производственном процессе черепицы и кирпича. Данное оборудование в линии производства керамического кирпича выполняет функцию смешивания. Далее, происходит купажирование и гомогенизация.
 Автомат для резки шламовой полосы
Автомат для резки шламовой полосы
Двухвалковый смеситель имеет двойное назначение, а именно гомогенное смешивание и вытеснение глины. На переднем кольце вытеснения существует лист или резательное устройство, необходимое для смешивания и гомогенизирования различных видов сырья. Также для увеличения пластичности и способности формования сырья.
Смеситель-экструдер имеет питательный вход, который оборудован глинонажимающей двойной пластиной. Экструдер имеет высокую эффективность изготовления, компактную структуру, устойчивую работу.
В невакуумном экструдере нижняя и верхняя ступени эксплуатирую один электромотор. Особенностью этой структуры является новинка внешнего вида. Экономия электричества, высокая продуктивность, высокое давление отжима, широкое технологическое применение в этом виде оборудования.
Виды
Внутренние стены строения всегда имеют практически идеально стабильную температуру, из-за того, что на них не влияют внешние погодные условия. Однако, облицовочная (наружная) стена легко может нагреваться в тёплое время до + 700 градусов Цельсия, охлаждаться в зимний период до минуса 400 градусов. Такие температурные перепады между внутренней и внешней стеной приводят к тому, что изменяется геометрия внешней облицовки.
Гибкие связи в этот момент позволяют сохранить целостность конструкции и избежать трещин. Армирующие анкеры отлично гнутся, выдерживают растяжение и обладают высокой коррозионной стойкостью. Эти стержни не создают мостиков холода при низкой теплопроводности. Такие характеристики позволяют добиться высокой надёжности и длительного срока эксплуатации здания.
Конструкция представляет собой фигурный стержень из металла длиной от 20 до 65 см. Эти детали позволяют связать между собой все элементы стены, в том числе и облицовочный кирпич и газобетон. Размер выбираемой связки зависит от строительных особенностей, применённых при возведении конкретного здания. Так, для домов не выше 12 метров рекомендуют использовать стержни с сечением в 4 миллиметра. Для более высоких сооружений, подходят металлоконструкции с сечением в 6 миллиметров.Гибкая связь также имеет на обоих концах утолщение, выполненное из металла. Это необходимо для более надёжного крепления конструкции, так как они играют роль анкеров, которые прочно фиксируются в швах кирпичной кладки. Песчаные крепежи отлично сочетаются с раствором, применяемым для устройства швов между кладкой. Он обеспечивает крепкую фиксацию гибкой связи. Стены дополнительно защищаются от коррозии.
Строительный элемент применяют для стен с классической кирпичной кладкой, газоблоков и облицовочного кирпича. Производится несколько видов стержней.
Базальтовые
Этот композитный материал обладает небольшим весом и при этом выдерживает высокую нагрузку. Такую продукцию, например, производят в России под торговой маркой «Гален». Она имеет самый низкий вес и не создаёт дополнительной нагрузки на фундамент дома.
Стальные
Изготавливаются из углеродистой стали и обладают высоким уровнем защиты от коррозии. Наиболее популярны у профессиональных строителей гибкие связи Bever производства Германии. Для защиты от ржавчины покрываются специальным составом из цинка.
Стеклопластиковые
Лишь немногим уступают базальтовым стержням по некоторым характеристикам. Так, они менее упруги, но обладают хорошей прочностью на растяжение. Не подвергаются коррозии.
Металлические
Изготавливаются из нержавеющей стали. Эти гибкие связи способны образовывать мостики холода, поэтому их применяют только с утеплителем.
Выбор того или иного вида материала зависит от конкретных условий, в которых будет производиться монтаж, а также от компонентов, контактирующих с обвязкой.
Вибропресс для производства кирпича
Теперь рассмотрим, что представляет собой вибропресс, с помощью которого изготавливается кирпич. Вибропресс это по сути целый мини-завод для производства кирпича включающий в себя ленточный транспортёр, бетоносмеситель, вибропресс и механизм перемещения уже готовой продукции. Использование вибропрессующих линий позволяет изготавливать качественный кирпич и не только. В настоящее время вибропресс это универсально устройство, с помощью которого можно выпускать тротуарную плитку, облицовочные материалы, шлакоблоки, бордюры и т.п. О другом оборудовании кирпичного завода можно почитать здесь.
Что собой представляет силикатный кирпич и каковы его особенности производства
Прежде чем мы подробно рассмотрим достоинства и недостатки силикатного кирпича, необходимо понять, что это за материал в технологическом плане. Силикатный кирпич практически аналогичен природному материалу известняку, который используется уже не одну тысячу лет. Но, как понятно, почти всегда природный камень (в том числе и из-за затрат на доставку) гораздо дороже искусственных.
Известково-песчаный раствор, из которого и осуществляется производство силикатного кирпича, до изобретения портландцемента был самым распространенным кладочным материалом, но у него есть огромный минус — он не влагостоек. Потом, через несколько лет он становится устойчивым к воздействию воды, но эти сроки гораздо больше, чем у стандартного теперь бетона.
Эксперименты с давно известной смесью извести и песка начали почти одновременно русский гражданский инженер Прохов и швед Ридин, они пытались промышленно делать стены и даже целые дома только из него, как понятно высокого качества добиться было невозможно (тем более уже широко использовался бетон на основе портландцемента). Несколько дальше продвинулся немецкий медик (не строитель !!!) Бернарди, он изготавливал прессованные кирпичи, которые потом твердели на воздухе.
Но естественно достойной влагостойкости у готовых изделий не было. Соотечественник врача (тоже доктор, но в области химии) Михаэлис попытался обработать смесь извести и песка паром под давлением. Так и появился силикатный кирпич. 5 октября 1880 года можно считать датой его рождения. Причем его изобретение было основано не на расчетах (как почти все научные прорывы того времени, взять хотя бы биографию Томас Альва Эдисона создавшего лампочку, фонограф и т. п.), а результат метода проб и ошибок.
Новый материал получил популярность. Даже в Российской Империи в начале прошлого века работало уже девять заводов выпускавших силикат. Но настоящее широкое распространение этого материала приходится на 50-е годы (это хорошо видно по дате постройки зданий из белого кирпича).
Производство силикатного кирпича
Процесс изготовления силикатного кирпича достаточно несложен (в отличие от производства других строительных материалов), но требует наличия специального оборудования. Поэтому силикат выпускается только промышленно, в небольших цехах его выпуск нерентабелен.
Перечислим все стадии изготовления изделий:
1. Приготовление смеси — дозируется количество песка и извести, при необходимости вода. Вводятся необходимые добавки (для корректировки состава). Смесь тщательно перемешивается.
2. Формование — состав прессуется. Причем, в отличие от керамических изделий он часто остается в формах до последнего этапа (все зависит от технологической линии).
3. Автоклавирование — отформованные изделия отправляются в герметичные камеры для обработки «острым» паром. Для пояснения — острый пар имеет температуру более температуры кипения воды (100 градусов Цельсия) потому что его давление больше атмосферного.
4. Кирпич выгружается из форм, проходит выходной контроль и отправляется потребителю.
Также нужно отметить еще, что к производству силикатного кирпича очень близко производство пенно- и газосиликатных блоков. Поэтому заводы часто выпускают весь ассортимент, а для тепловой обработки на линиях применяют одни и те же автоклавы.
Типы обжига
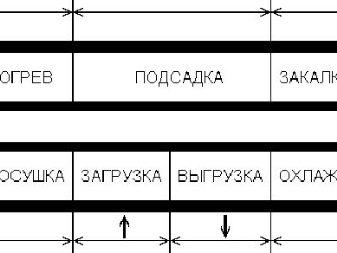
Отдельного рассмотрения заслуживает процесс тепловой обработки керамических кирпичей, именуемый обжигом. Он представляет собой финальную стадию производства этих изделий и предусматривает наличие 3 этапов – прогревания, собственно обжига и охлаждения.
- Кирпичи разогревают до 120°С, чтобы удалить из них остатки воды.
- Для устранения включений органического происхождения и последних следов влаги температуру повышают до 600°С, а потом – до 950°С, что придаёт изделиям дополнительную прочность.
- По завершении закаливания кирпичи охлаждают, постепенно снижая температуру.

При условии соблюдения технологии будет получено изделие с равномерной структурой и оранжево-красным оттенком.
Также хотелось бы упомянуть о двух типах устройств, используемых для решения описанной выше задачи.
- Туннельный. Представляет собой длинную герметичную печь, состоящую из 3 камер, внутри которой проложены рельсы для транспортировки керамических кирпичей. В первой камере происходит сушка изделий, во второй – обжиг с применением горелок, а в третьей – охлаждение.
- Кольцевой. Конструкция данной печи предполагает наличие большого количества отдельных секций, имеющих собственный источник тепла и размещённых в форме кольца. Её особенность в том, что кирпичи проходят все стадии обжига, не покидая пределов одной камеры. Так, соседний отсек обеспечивает первоначальный нагрев, прокаливание осуществляется благодаря собственному тепловому источнику, а остывание изделия происходит под влиянием следующей секции.


Таким образом, знание технологии производства кирпича позволяет получить крепкий, эстетичный и устойчивый к износу материал из хрупкого и податливого сырья, изначально не представляющего ценности для строителя.
О тонкостях современного производства кирпича подробно рассказывается в видео ниже.
Методы изготовления
Как известно, кирпич производится несколькими способами и порою разным оборудованием.
Методы изготовления:
- Методом пластического формирования. Нарезается готовая смесь на кирпичи-сырцы и им дают высохнуть. После сушки их обжигают. Данный способ считается самым затратным. Его экономически обосновано использовать при ежегодном производстве свыше 30 млн. штук кирпичей.
- Методом гиперпрессования. Этот способ производства кирпича считается относительно новым, дающим высококачественную продукцию. Его экономически обосновано использовать при ежегодном производстве свыше 20 млн. штук кирпичей. Для него требуется стационарный вибпропресс. Автоматический такой пресс стоит от 1 млн. рублей. Про гиперпрессованный кирпич подробнее здесь.
- Методом традиционного обжига. Этот способ производства считается самым древним из всех вышеназванных способов и, соответственно, самым дешевым. Его экономически обосновано использовать при ежегодном производстве свыше 400 тыс. штук кирпичей.
Сейчас высоким потребительским спросом пользуется гиперпрессованный кирпич, он отличается своим химическим составом и процессом производства.
Способ производства кирпича зависит только от того, сколько финансовых средств вы готовы вложить в производство. Чтобы начать первый вид производства кирпича, необходимо где-то 100 млн. рублей. Для начала второго вида – 10 млн. рублей. Для начала третьего вида – 2 млн. рублей.
После определения с типом оборудования, которое будет использоваться в бизнесе, нужно найти его поставщика. На сегодняшний день это не составит труда, т.к. оборудование такого типа продается практически в каждом регионе. Только нужно помнить, что приобретая его у надежных и проверенных поставщиков, которые находятся недалеко от вас, вы облегчаете себе жизнь. Во-первых, это сделает проще пуско-наладочные работы. А, во-вторых, в дальнейшем значительно упростит техническое обслуживание вашего завода.
Если же рассматривать линию по производству кирпича, то она состоит из грохотки, дробилки, приемного бункера, бетономешалки, установки формования, двухрукавной течки, подъемника, компрессора, выходного бункера.
Для того чтобы обслуживать линию, вам понадобиться четыре работника, даже несмотря на то, что производство кирпича является полуавтоматизированным. Поверьте, работы хватит на всех.
Исходя из практики, завод по производству кирпича окупается от одного до трех лет. Все зависит от типа производства. Как Вы видите, этот бизнес имеет серьезные перспективы за счет своей рентабельности.
Сушка кирпича
Полностью заполняя глиной камеру, её закрывают, а затем начинают разогревать. Такое просушивание кирпича основано на сушки отработанным паром и она не нуждается в большом пространстве, а также не зависит от климата в помещениях. По мере того, как температура в сушильной камере поднимается, вода из глины начинает испаряться, что обеспечивает внутреннее движение горячих воздушных потоков, которые нагревают кирпич, позволяя ему прогреваться равномерно.
После такой просушки кирпич должен отправиться в печь для обжига, где температура достигает до одной тысячи градусов. Кирпич обжигается до состояния, когда он начинает спекаться, приобретая матовую поверхность. Проверяют, хороший ли получился кирпич, ударяя о твёрдую поверхность и разламывая. При ударе он должен издавать звонкий звук, а на изломе иметь однородную поверхность, лишённую всяческих пустот. Соответственно кирпич будет забракован, если внутри обнаружатся пустоты, а на внешней стороне будут заметны трещины. Итак, далее расскажем о безобжиговой технологии кирпича, главным фактором в котором является технология гипер- вибро- или трибо-прессования. Она состоит в том, что минеральные сыпучие вещества, входящие в состав будущего кирпича, свариваются между собой под действием специальных компонентов, воды и высокого давления. Затем кирпич оставляют под давлением от трёх до пяти суток до полного созревания.

Затем получившееся сырьё начинают дробить на части, по три-пять миллиметров, а после этого отправляют в приёмный бункер. Уже из бункера сырьё отправляется на ленточный транспортёр, проходя по которому оказывается в расходном бункере, где в него попадает питательный дозатор. За этим следует вторая стадия, на которой уже готовый материал снова движется по ленточному конвейеру, проходя через двухрукавную печку и попадая на установку формовки. После того, как кирпич проходит процедуру прессования его можно перемещать на технологические поддоны. Эти поддоны размещаются в специально предназначенном для этого помещении, где кирпич лежит от трёх до семи суток. По завершении созревания кирпич можно считать готовым и грузить для отправки потребителю.